Bending Aluminum Sheet Minimum Radius

Bending Basics The Fundamentals Of Heavy Bending

Layout And Forming Part Two

Which Aluminum Alloy Bends Best Clinton Aluminum
Predicting The Inside Radius When Bending With The Press Brake
Press Brake Bending Applying The 20 Percent Rule To 6061 Aluminum

Pin On My Next Projects

The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by protocase.
Bending aluminum sheet minimum radius. Aluminum is typically thicker and stronger and requires more force to bend as well as consideration of edge conditions and punch nose radii. Sheet metal bend radii if these guidelines are not followed more research and or some form of analysis may be requried. Let s say i have a 2 mm thick sheet and i want to bend it. Aluminum minimum bend radii for 90 degree cold forming of sheet and plate.
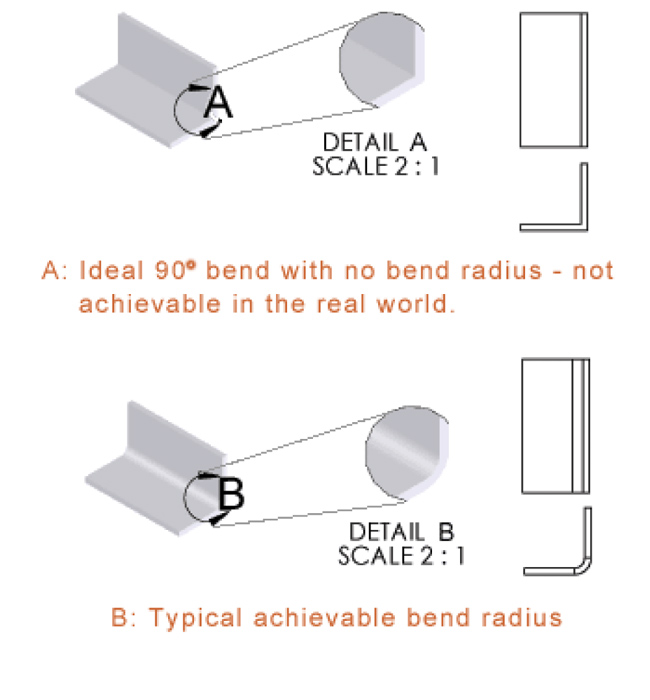
The minimum bend radius data shown in these charts is measured to the inside of the bend. The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications. Discover all our calculation tools in the calculators section of the top menu. It is most economical to use a single bend radius throughout the design but if necessary you can utilize multiple radii.
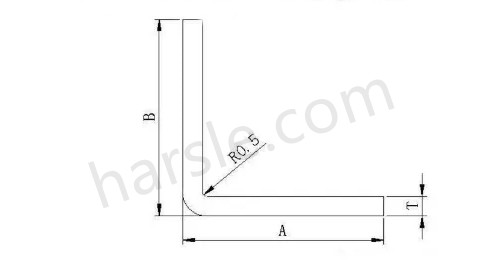
To keep it simple i also use a 2 mm inside radius. I can now see that the minimum flange length is 8 5 mm for such a bend so i have to keep it in mind when designing. Say you get a print that says you need to bend a part to an external angle of 100 degrees that s an internal angle of just 80 degrees. The minimum inside bend radius is even larger when bending with the grain.
Thick grade 350 and 400 may have a minimum bend radius of 2 5 times the material thickness when transverse bending while longitudinal bending may require a minimum bend radius that s 3 75 times the material thickness see figure 1. We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts. Table 1 preferred recommended 90 degree bend radii for various sheet metals. Recommended minimum bend radii for steel and aluminum.
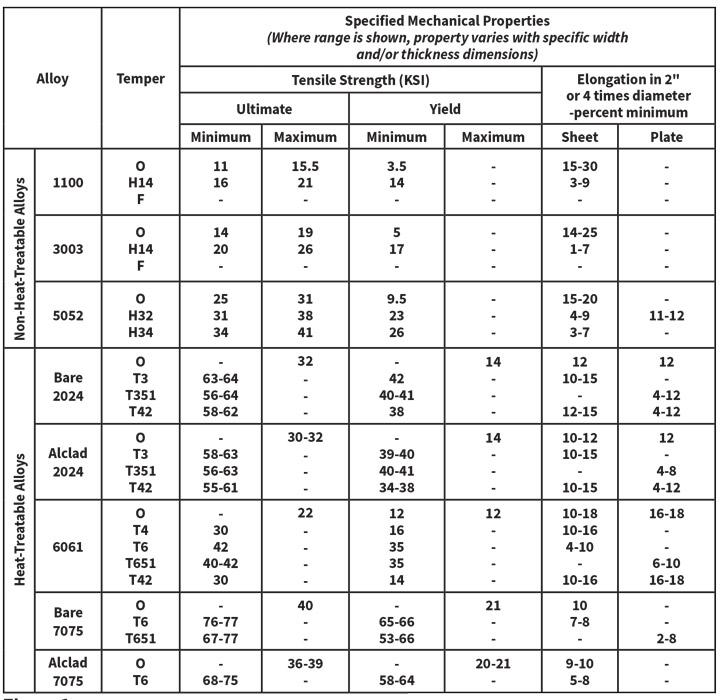
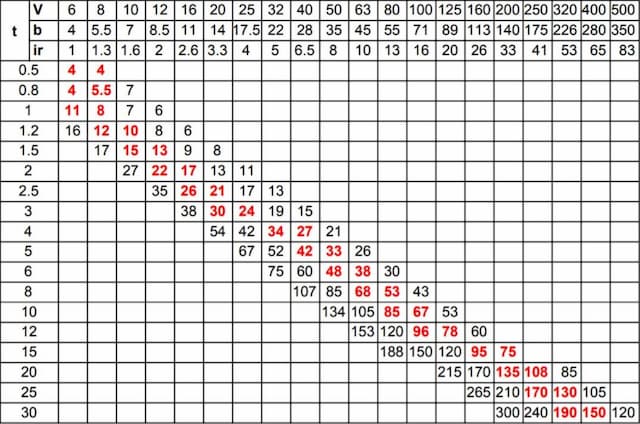
This tool allows you to determine tonnage internal radius v die opening and minimum flange you just have to insert the characteristics of the sheet metal to be bent. Per the aluminum association inc. Still if you want to avoid cracking abide by the minimum bend radius in 0 25 in thick 6061 t6 which is quite large see figure 3 and avoid bending acute angles. Aluminum where necessary 5052 h32 may be bent to 1t and 6061 t6 to 1 1 2t.
The tool can calculate the required bending force for bending aluminum stainless steel mild steel and weldox or strenx high strength steels. Use this document to choose values that are both manufacturable and meet your needs. It is possible to choose other bends if you require but additional lead time and tooling charges may apply. In steel between 0 5 and 0 8 in.
Bend radii minimum bend sizes.

Following Dfm Guidelines For Working With Sheet Metal Sheet Metal Sheet Metal Work Sheet

Inside Bending Radii For Sheet And Plate Alloys 5083 6061 From Ullrich

Analyzing The K Factor In Sheet Metal Bending

Bending Basics The Hows And Whys Of Springback And Springforward

Sheet Metal Forming

Recommended Inside Bending Radii Of Aluminium From Ullrich Aluminium

Fabrication Formulas Sheetmetal Me

Inside Bending Radii For Sheet And Plate Alloy Alloys 3004 5154 From Ullrich

Pin On Press Brake

Irvan Smith Inc Metal Ace F240 English Wheel Anvil 24 Radius 3x3 Egw F240 108 00 English Wheel Sheet Metal Tools Metal Bending Tools
3 Step Hem Roll Set Sheet Metal Tools Metal Working Tools Metal Bending Tools
Aluminum Plate Minimum Bend Radius Aluminum Plate

Bend Allowance Sheetmetal Me

Tube Bending Methods More In Http Mechanical Engg Com Carpentry Projects Diy Plans Sheet Metal Fabrication

Pin On Trike Motorcycle

Forming Aluminum On The Press Brake Bending Soft Not Sharp
Metal Bending Metal Folding Service Fractory
The Relationship Between The Bending Radius Of Sheet Metal And The Thickness Of The Sheet Harsle Machine
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau

Covell 5 16 Round Over Die Set For Pexto 622 Metal Working Tools Metal Shop Metal Tools

Understanding Grain Structure And Direction When Plate Bending

Pin On Design

Tips For Bending Sheet Metal Make It From Metal

After Over 30 Years In Business Pro Tools Remains The 1 Choice Of Metal Fabricators For High Quality Tools At An Affordable Welding Welding Tips Diy Welding

Standing Seam Roof Convex Concave Automatic Adjusted Bending Machine Standing Seam Roof Standing Seam Standing Seam Metal Roof

Covell Round Over Die Complete Set For Pexto 622 Metal Working Metal Fabrication Tools Metal Bending Tools
Design Guidelines Sheetmetal Me
Sheet Metal Bending Tolerances

Fab Shrinker Stretcher For Sale Shop Tools Paper Shop Free Classifieds Fabrication Tools Metal Fabrication Metal Forming
Sheet Metal Design And Design Considerations

Pin On Welding Fabrication

Sheet Metal Manufacturing The Definitive Guide Blog

7 Must Follow Sheet Metal Design Guidelines To Strengthen Your Design

New Andrews Kustoms Nyon Metal Working Hammer Set Quality Metal Shaping Tools Metal Working Metal Working Tools Metal Shaping

Aluminum Sheet Aluminum Sheet Bend Radius

1 2 Round Tube Die Protools 180 Degree Bend Pro Tools Tube Bend

Using A Sheet Metal Brake To Fold Metal Aircraft Structure Repair Aircraft Systems
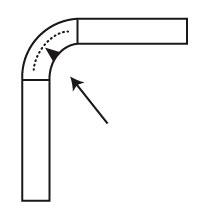
Bending Basics How The Inside Bend Radius Forms

Sheet Metal Folding Evolves

Dt Tp02 Dagger Tools Tipping Die Sets For Bead Rollers Turning An Edge Up To 90 Degrees In Sheet Metal For Auto Body Restoration Metal Shaping Metal Working Tools Roller

Solidworks Sheet Metal A Beginner S Tutorial All3dp
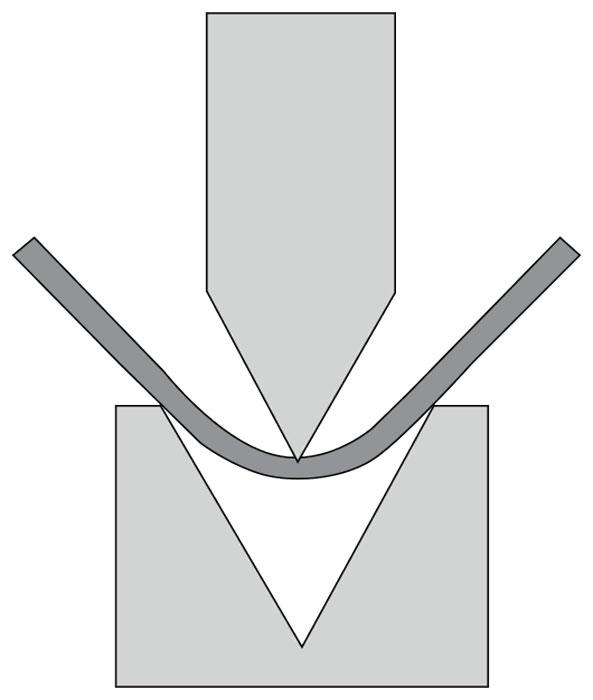
Radius Types Formed By Air Bending On A Press Brake

