Bend Aluminum Sheet Smallest Radius

Layout And Forming Part One

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication
Aluminum Plate Minimum Bend Radius Aluminum Plate

Sheet Metal Forming

Layout And Forming Part Two

Covell Round Over Die Complete Set For Pexto 622 Metal Working Metal Fabrication Tools Metal Bending Tools
The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius.
Bend aluminum sheet smallest radius. 5052 h32 aluminum bends in about the same way as mild steel. The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications. Brittle metal such as aluminum generally requires a larger bend radius than ductile material like cold rolled steel. It requires an inside bend radius of at least 6x the material thickness.
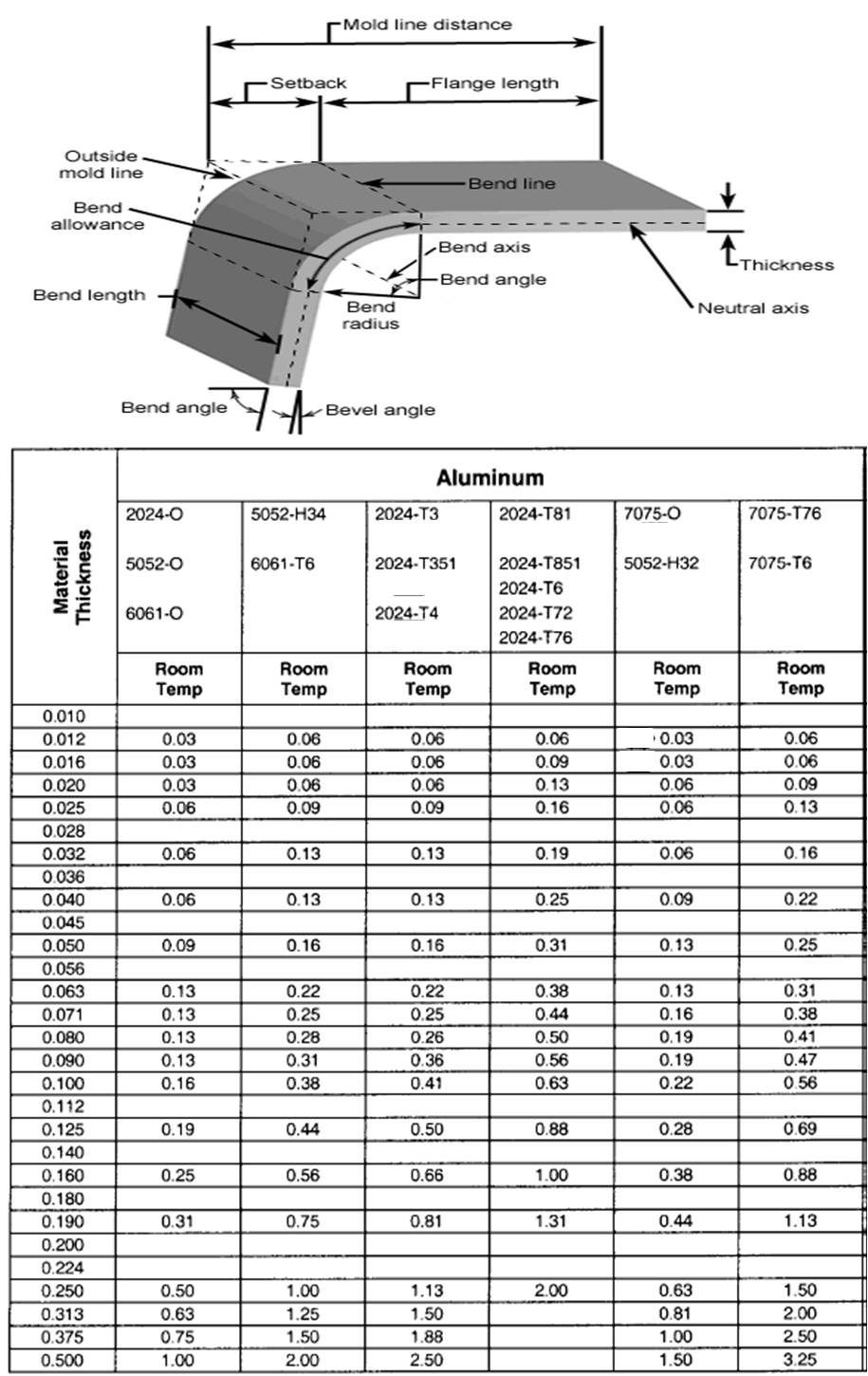
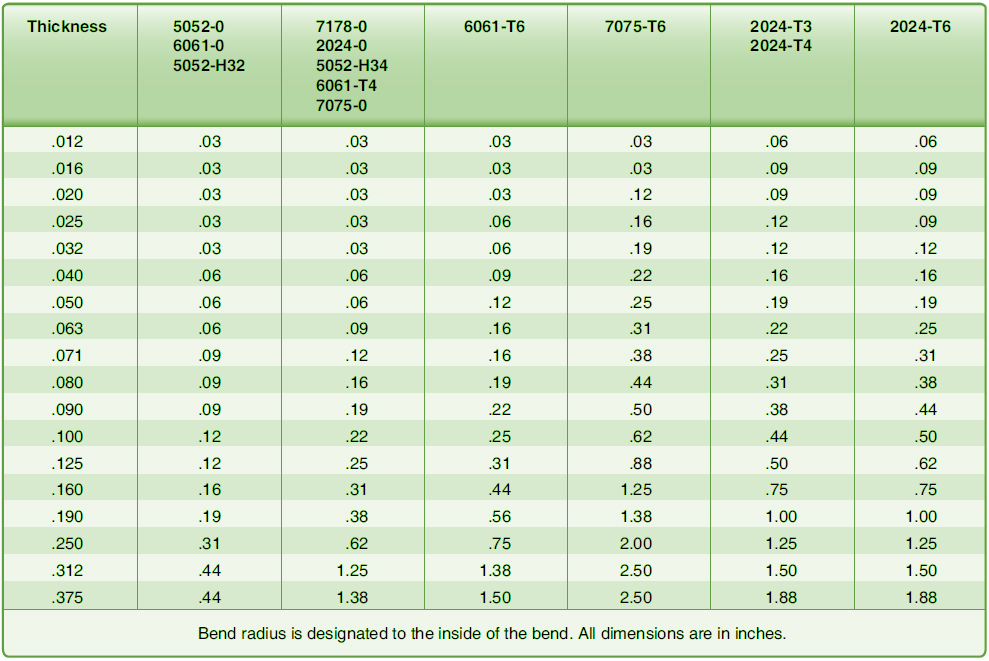
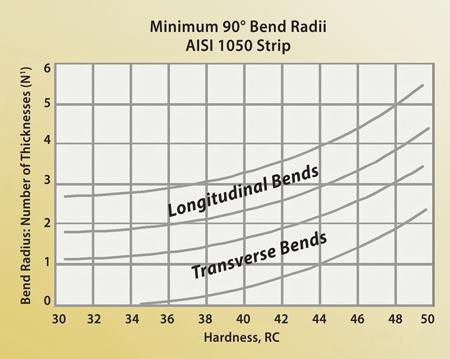
Radii for various thicknesses expressed in terms of thickness t. We recommend printing it out to keep as a reference. Aluminum minimum bend radii for 90 degree cold forming of sheet and plate. The harder and thicker the plate is the greater the minimum bend radius.
The trend is obvious. The problem with bending too tightly. It is possible to choose other bends if you require but additional lead time and tooling charges may apply. X research source basic bending brakes typically retail for around 20 50 and are small enough to fit easily on most work benches or tabletops.
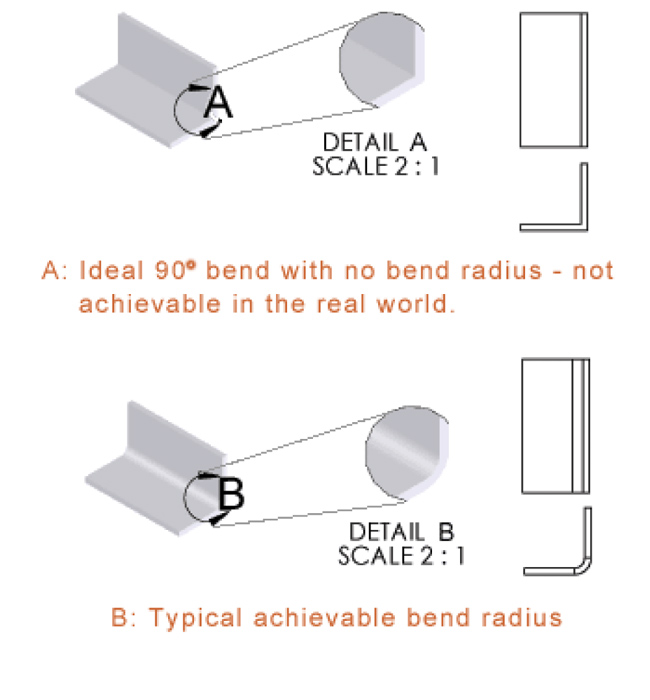
The most common problem with bending a piece of sheet metal too tightly is. Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal. Each and every bend in a piece of sheet metal has a certain minimum internal radius that needs to be taken into account when planning the design of a sheet metal form. For 0 5 in thick 7050 aluminum the minimum bend radius may be specified as much as 9 5 times material thickness.
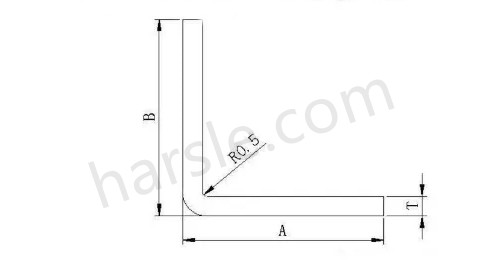
The minimum bend radius data shown in these charts is measured to the inside of the bend. We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts. This is done through the application of force on a workpiece. The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by protocase.
3003 h14 is extremely ductile. The force must exceed the material s yield strength to achieve a plastic deformation. When working with aluminum over sheet metal several variables need to be considered. Bending is one of the most common sheet metal fabrication operations.
For example 6061 t6 aluminum is very difficult to bend. Per the aluminum association inc. Aluminum is typically thicker and stronger and requires more force to bend as well as consideration of edge conditions and punch nose radii. If your bend radius needs to be adjusted a member of engineering design services team will contact you before your design is manufactured.
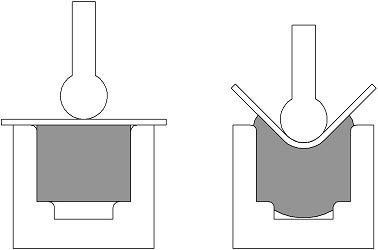
This free chart outlines what bend radii is required for the approximate thickness of aluminum. Also known as press braking flanging die bending folding and edging this method is used to deform a material to an angular shape.

Layout And Forming Part Three

Bend Allowance Sheetmetal Me

Sheet Metal Manufacturing The Definitive Guide Blog

Fabrication Formulas Sheetmetal Me

3 Step Hem Roll Set Sheet Metal Tools Metal Working Tools Metal Bending Tools
Making Straight Line Bends Aircraft Metal Structure Repair Aircraft Systems

Irvan Smith Inc Metal Ace F240 English Wheel Anvil 24 Radius 3x3 Egw F240 108 00 English Wheel Sheet Metal Tools Metal Bending Tools

Following Dfm Guidelines For Working With Sheet Metal Sheet Metal Sheet Metal Work Sheet

Which Aluminum Alloy Bends Best Clinton Aluminum
Tips For Bending Sheet Metal Make It From Metal

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Design

Pin On Press Brake

Pin On Instagram

Solidworks Sheet Metal A Beginner S Tutorial All3dp

Bending Basics The Hows And Whys Of Springback And Springforward

Bend Radius Solidworks More Brackets Sling2

Approximating Solidworks Zero Radius Sheet Metal Corners

Stark Professional Sharper Benchtop English Wheel Workbench Machine Sheet Metal Shaping Bench In Green 61088 H In 2020 English Wheel Metal Bending Tools Metal Shaping
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqluceanja97f40q3ulssxok6zjbsag6nlofigpr 0tb2rtkbmd Usqp Cau

Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg

2800 24 16 R Mittler Bros Ultimate Box And Pan Brake Radius Fingers Metal Fabrication Tools Metal Working Tools Metal Working
Sheet Metal Design And Design Considerations
The Relationship Between The Bending Radius Of Sheet Metal And The Thickness Of The Sheet Harsle Machine

Bending Large Radius Abkant Kaynak Isleri Teknoloji

Freund Standard Single Edge Bender Sheet Metal Bender Roofing Tools Tool Design

Pin On Metal Working Tools

Metal Bending Tools Ebay Metal Bending Tools Channel Letters Metal Bending

New Andrews Kustoms Nyon Metal Working Hammer Set Quality Metal Shaping Tools Metal Working Metal Working Tools Metal Shaping
Large Bend Radius Sheetmetal Me

Fab Shrinker Stretcher For Sale Shop Tools Paper Shop Free Classifieds Fabrication Tools Metal Fabrication Metal Forming

Sheet Metal Box 2 Peice Https Itp Nyu Edu Fab Intro Fab Week 4 Enclosures Metal Sheet Design Sheet Metal Fabrication Metal Fabrication

Pin On Welding Fabrication


Pin On Diy Tool Ideas

Sweet Relief How To Avoid Hole Distortion In Sheet Metal Parts

Pipe Bends A Quick Primer Unified Alloys

Pin On My Next Projects

Fabrication Of Edges Joints Seams And Notches Sheet Metal Sheet Metal Fabrication Sheet Metal Work
Practical Machinist Largest Manufacturing Technology Forum On The Web

Dt Tp02 Dagger Tools Tipping Die Sets For Bead Rollers Turning An Edge Up To 90 Degrees In Sheet Metal For Auto Body Restoration Metal Shaping Metal Working Tools Roller

1 2 Round Tube Die Protools 180 Degree Bend Pro Tools Tube Bend
Aluminum Pipe Minimum Bend Radius Aluminum Pipe

